
How to purchase a suitable horizontal band saw?
Considering purchasing a horizontal band saw? It may seem like a simple decision, but the dizzying variety of types and options available for horizontal band saws on the market today can make it difficult to determine which machine and options are truly right for your needs. Saw beam style, degree of automation, bevel sawing capabilities, feed configuration, and sawing capabilities are some of the considerations.
Choice of band saw cutting methods
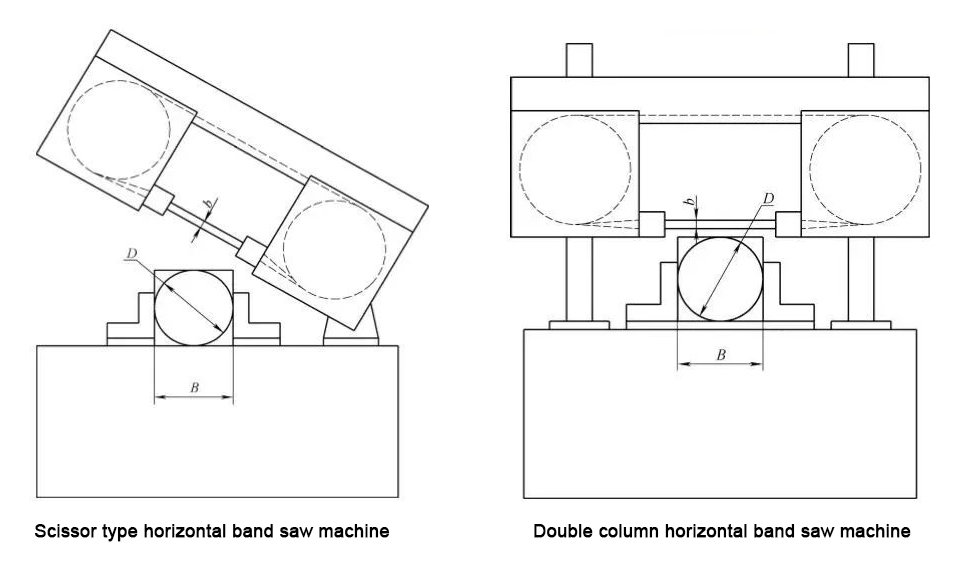
Common horizontal band saws are scissor-type horizontal band saws and double-column horizontal band saws (see Figure 2). Let’s compare these two band saw machines. There is a pivot on one side of the scissor saw beam, and the saw beam completes the feed motion by rotating on the pivot. The saw beam of the double-column band saw machine completes the feed motion by rising and falling on a precision-machined linear guide rail. When the scissor-type band saw machine is cutting, the metal band saw blade cuts into the material at a larger sawing angle. The movement path of the saw beam at the far pivot end is to draw a long arc along the edge of the material being cut. This operation This method also results in a longer sawing cycle; on a column-type horizontal band saw machine, the cutting angle of the metal band saw blade is fixed, and the sawing path is equal to the diameter of the material. Compared with the double-column horizontal saw, for some materials that require a large cutting angle, scissor sawing can produce better sawing results: the cutting angle is larger, and the vibration of the band saw blade is less. This factor is very important in thin-walled pipe sawing. On-center cut is not critical, but as wall thickness increases, it becomes increasingly important.
The different feed force distribution is another difference between the two types of band saws: the feed pressure of a scissor-type band saw varies throughout the length of the band saw blade, and the closer the cutting part is to the pivot point, the greater the feed force. On the contrary, the smaller; the rigidity of the double-column band saw machine is much stronger than that of the scissor-type band saw machine, because the double column fixes both ends of the saw beam, which allows the band saw tooth tip to obtain an almost constant advance across the entire sawing width. Material pressure and speed, this high rigidity also reduces band saw machine vibration, thereby improving saw quality and metal band saw blade life. What are the disadvantages of double column band saws? “price”. Although twin-column band saws tend to cut faster and better, they are more expensive to build and therefore require a greater capital investment. However, it is worth noting that the capital investment can also be made up by increasing productivity if the sawing diameter is larger. The steel material, the double column band saw machine is more cost-effective.
Choice of automation level for band saw machines
The simplest band saws are hand-feed band saws, the most advanced are fully automatic band saws, and in between are the semi-automatic band saws. Manual band saws require the operator to manually lift the saw beam after each cut. The saw beam can be heavy, productivity is low, the operator is prone to fatigue, and there is a risk of operator injury. The time required to manually lift the saw beam It also takes longer than the other two band saws. This kind of band saw is generally rarely used.
Semi-automatic band saws rely on hydraulic cylinders to control the lifting and lowering of the saw beam. To run the band saw, the operator presses a button to raise the saw beam. After clamping the material, he presses the “Start” button. The device starts cutting and the machine automatically raises the saw beam when the cut is complete. If you need to saw a certain length of material, a semi-automatic band saw is very suitable.
In addition to the hydraulic system for lifting and lowering the saw beam, the fully automatic band sawing machine is also equipped with a driven roller in the vise or a reciprocating vise for feeding. The fully automatic band sawing machine is controlled and operated by a PLC system.
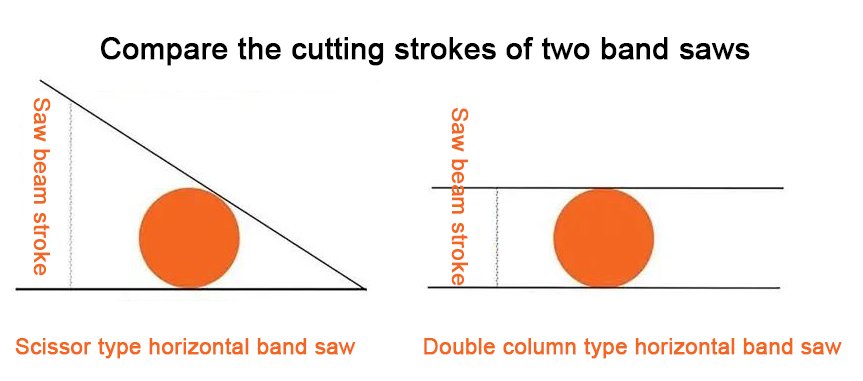
Although the diameter of the material being cut is the same, the time it takes to complete the cut varies depending on the design of the band saw: a scissor-type band saw has a rotating (top) saw beam, so the cutting time depends on how far the distal pivot end of the saw beam passes distance. On a two-column band saw (bottom), this distance is equal to the diameter of the workpiece.
The fully automatic band saw automatically feeds and counts the workpiece. Some smarter band saws can even automatically set sawing parameters based on the input material size. After setting the desired cutting length and number of parts on the fully automatic band saw, the operator presses “Start” and the band saw automatically does the rest until the production order is completed.
In sawing situations where feeding is very frequent (such as cutting a large number of 8 50*50mm carbon steel pipes), a fully automatic band saw machine is often about twice as productive as a semi-automatic band saw machine, and one person can basically watch two fully automatic band saw machines. Equipment, but the semi-automatic band saw machine can only be viewed by one person, and the production efficiency of the semi-automatic band saw machine will be significantly reduced.
There are three factors that will cause the fully automatic band saw machine to stop: 1. The specified task is completed; 2. The material is not enough. When this happens, most band saw machines will automatically stop and wait for more materials until the set task is completed; 3. Saw blade failure. Many types of fully automatic band saw machines are equipped with a device that detects saw blade failure and causes the band saw machine to automatically shut down.
Miter Band saw options
This band saw has the same uses and properties as the corresponding basic series and is mainly used for bevel sawing. In addition to the structural features of the corresponding basic series, the band sawing machine should also have the following structural features:
(a) The bed, saw beam or workbench rotates at a certain angle clockwise or counterclockwise around the fixed axis to achieve bevel sawing.
(b) Equipped with rotation and angle positioning locking devices.
For example, sometimes it is necessary to process pipes at a certain angle. At this time, bevel sawing is necessary.
A miter band saw with a rotating saw beam feeds in the same way as a regular bench saw without miter capabilities. Since the saw beam rotates to complete the bevel cut, the band saw does not require a lot of extra space. The disadvantage is that the band saw machine is too expensive. Since this type of band saw requires a more rigid saw beam, manufacturing costs increase.
On a rotary table-type miter band saw, the vise clamps the material at the desired angle and positions the workpiece in the desired orientation. As the length of the material increases, so does the space required for the equipment. Rotary table band saws are the most economical choice where bevel cuts are infrequent and where there is sufficient space.
When choosing between a fully automatic bevel band saw machine and a semi-automatic bevel band saw machine, the main consideration is whether it can meet the production demand.
For high-volume, repetitive bevel sawing jobs, a fully automatic bevel sawing band saw is usually a better investment. These machines typically offer beveling capabilities in one direction only, making them ideal for applications in high-volume production conditions that require continuous beveling.
Bundle cutting with horizontal band saw
Intuitively, bundling materials for sawing reduces production time and production costs. Sawing multiple pipes at once seems to save a lot of time, but this is just a guideline and may not apply in every situation.
For effective bundle sawing, the materials must be bundled tightly. If the materials are not bundled tightly, it will cause vibration during sawing, thereby reducing the life of the metal band saw blade by at least 25%. Two typical methods of bundling are to tie a zip tie behind each saw cut or to spot-weld the ends of the bundle together, both of which are quite time-consuming. It takes time for the operator to efficiently handle the strapping and move the strapped material to the band saw.
You can save a lot of time by buying your material bundled and using a band saw with a top hydraulic clamp that holds the material better during the sawing process by adding additional downforce. Below are several tying methods for sawing in bundles.
So, what about the operator’s loading and unloading duties? Of course, it seems that moving one bundle of materials is faster than six bundles. However, as the size of the bundled material increases, it becomes heavier and heavier. When the weight reaches a certain point, it will slow down the operator’s handling speed, and the employer It may be necessary to add additional operators or machines to assist in transporting materials into the production line, and the band saw will not be able to feed the bundle if it exceeds the specified weight of the feeding equipment. Some band saw machines are equipped with a reciprocating vise for feeding. Using a reciprocating vise for feeding can keep the material in a tight state. When advancing the material, the vise will clamp the material and complete the entire feeding process, which can significantly reduce Time spent by operations staff on strapping.
In conclusion, bundle sawing can only be cost effective if you invest in the proper band saw machine.

Other options for band saws
Some band saw options can help maximize sawing capabilities and productivity.
For shops that do a lot of strapping sawing, hydraulic top clamps can speed up strapping preparation. The top clamp assists the vise by applying pressure in a vertical direction, reducing the need for spot welding or strapping.
No matter how you saw, you’ll need to dispose of the chips from time to time. In most cases, the chips fall into the chute so they don’t end up in the coolant collector, but chips can accumulate, especially if a lot of them are produced. For workshops that require large-volume sawing, spiral chip removal is a good choice. It is required in many aluminum sawing and processing situations.
What kind of band saw do you need?
Increased cutting capacity means more cutting space is required. As sawing capacity increases, so does the power of the motor, promoting effective sawing speeds. As with many other features and options, as capacity increases, so does the price.
In summary, a common guideline for band saw machine cutting capacity selection is to consider the size and type of materials the shop frequently cuts (daily) and add 25mm to 50mm to the maximum capacity. This allows the shop to accept one-time material order requirements while avoiding purchasing more horizontal band saws than is actually needed.